

Kolefnisþráður er trefjaefni með kolefnisinnihald upp á meira en 95%. Það hefur framúrskarandi vélræna, efnafræðilega, rafmagns- og aðra eiginleika. Það er „konungur nýrra efna“ og stefnumótandi efni sem vantar í hernaðarlegri og borgaralegri þróun. Þekkt sem „svarta gullið“.
Framleiðslulínan fyrir kolefnistrefjar er sem hér segir:

Hvernig er mjó kolefnisþráðurinn gerður?
Tækniframleiðsluferli koltrefja hefur þróast og þroskast. Með sífelldri þróun koltrefjasamsettra efna er það sífellt vinsælla hjá öllum stigum samfélagsins, sérstaklega vegna mikils vaxtar í flugi, bílaiðnaði, járnbrautum, vindorkuframleiðslu og öðrum sviðum, sem hefur drifið á þróun koltrefjaiðnaðarins. Horfurnar eru enn breiðari.
Keðja koltrefjaiðnaðarins má skipta í uppstreymis- og niðurstreymisferli. Uppstreymis vísar venjulega til framleiðslu á sértækum efnum fyrir koltrefjar en niðurstreymisferli vísar venjulega til framleiðslu á íhlutum fyrir koltrefjar. Fyrirtæki sem eru á milli uppstreymis og niðurstreymis geta litið á þau sem búnaðarframleiðendur í framleiðsluferli koltrefja. Eins og sést á myndinni:
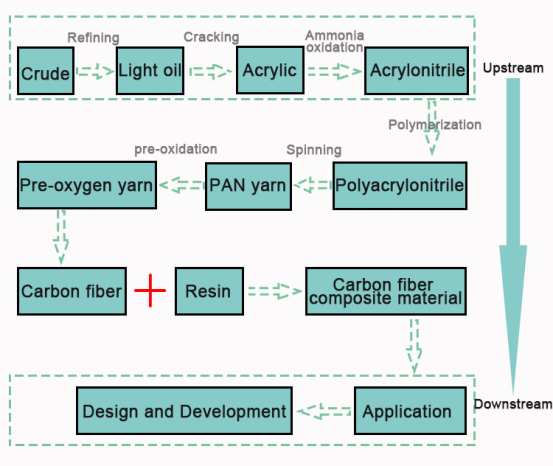
Allt ferlið frá hrásilki til koltrefja uppstreymis í koltrefjaiðnaðarkeðjunni þarf að fara í gegnum ferli eins og oxunarofna, kolefnisofna, grafítofna, yfirborðsmeðferð og stærðarval. Koltrefjar eru að mestu leyti uppbyggðar í trefjauppbyggingu.
Kolefnisþráðaiðnaðurinn er sá hluti jarðolíuiðnaðarins sem er fremstur í flokki og akrýlnítríl fæst aðallega með hreinsun á hráolíu, sprungum, oxun ammoníaks o.s.frv.; pólýakrýlnítríl forveraþráðar, kolefnisþráður fæst með foroxun og kolefnismyndun forveraþráðanna, og samsett efni úr kolefnisþráðum fæst með vinnslu á kolefnisþráðum og hágæða plastefni til að uppfylla kröfur um notkun.
Framleiðsluferli koltrefja felur aðallega í sér teikningu, drög, stöðugleika, kolefnismyndun og grafítmyndun. Eins og sést á myndinni:
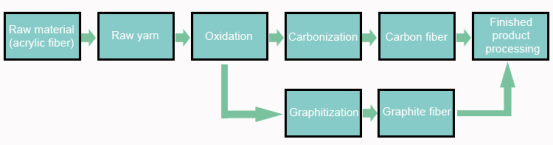
Teikning:Þetta er fyrsta skrefið í framleiðsluferli koltrefja. Það aðskilur aðallega hráefnin í trefjar, sem er eðlisfræðileg breyting. Í þessu ferli á sér stað massaflutningur og varmaflutningur milli snúningsvökvans og storknunarvökvans og að lokum PAN-útfelling. Þræðirnir mynda gelbyggingu.
Drög:krefst hitastigs á bilinu 100 til 300 gráður til að virka í tengslum við teygjuáhrif stefnubundinna trefja. Það er einnig lykilatriði í mikilli teygjustyrkingu, mikilli styrkingu, þéttingu og hreinsun PAN trefja.
Stöðugleiki:Línulega PAN-marómeindakeðjan úr hitaplasti er umbreytt í hitaþolna trapisulaga uppbyggingu sem ekki er úr plasti með því að hita og oxa hana við 400 gráður, þannig að hún bráðnar ekki og er ekki eldfim við háan hita, viðheldur lögun trefjanna og varmafræðin er stöðug.
Kolefnismyndun:Nauðsynlegt er að reka út kolefnislaus frumefni í PAN við 1.000 til 2.000 gráður á hitastig og að lokum búa til kolefnistrefjar með turbostratískri grafítbyggingu með kolefnisinnihaldi sem er meira en 90%.
Grafítmyndun: Það þarf 2.000 til 3.000 gráður á hitastig til að umbreyta ókristalla og turbostratiska kolefnisríka efni í þrívíddar grafítbyggingar, sem er helsta tæknilega ráðstöfunin til að bæta stuðull kolefnistrefja.
Nákvæmt ferli koltrefja, frá framleiðsluferli hrásilkis til fullunninnar vöru, felst í því að PAN hrásilkið er framleitt með fyrri framleiðsluferli hrásilkis. Eftir fordrátt með blautum hita vírfóðrunartækisins er það flutt í röð í foroxunarofninn með teikningarvélinni. Eftir að hafa verið bakaðar við mismunandi stigulhitastig í foroxunarofninum myndast oxaðar trefjar, það er foroxaðar trefjar; foroxuðu trefjarnar fara í gegnum kolefnisofna við meðalhita og háan hita; kolefnistrefjarnir eru síðan undir lokayfirborðsmeðferð, stærðarvali, þurrkun og öðrum ferlum til að fá kolefnisafurðir. Allt ferlið með samfelldri vírfóðrun og nákvæmri stjórnun, lítil vandamál í hvaða ferli sem er munu hafa áhrif á stöðuga framleiðslu og gæði loka kolefnisafurðarinnar. Kolefnisframleiðsla hefur langan feril, marga tæknilega lykilatriði og mikla framleiðsluhindranir. Það er samþætting margra greina og tækni.
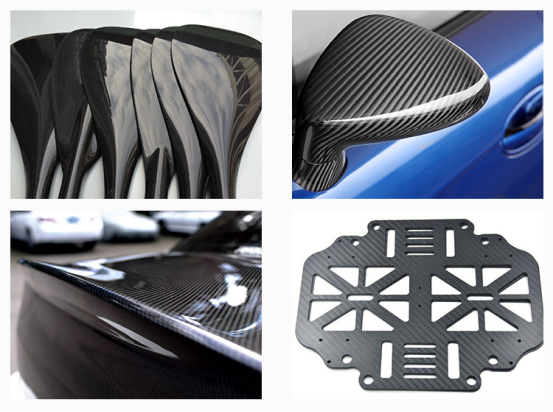
Ofangreint er framleiðsla á kolefnistrefjum, við skulum skoða hvernig kolefnistrefjaefni er notað!
Vinnsla á kolefnisþráðarvörum
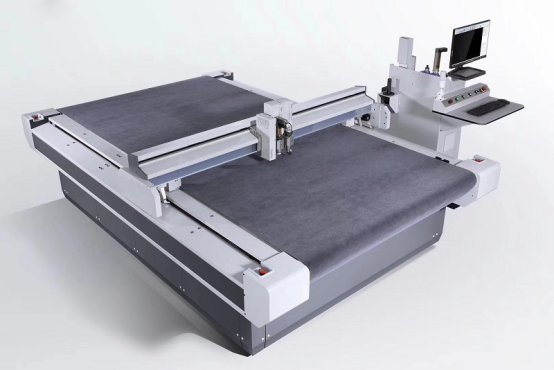
1. Skurður
Forpregið efni er tekið úr kæligeymslunni við -18 gráður. Eftir að það vaknar er fyrsta skrefið að skera efnið nákvæmlega samkvæmt efnisskýringarmyndinni á sjálfvirku skurðarvélinni.
2. Hellulagnir
Annað skrefið er að leggja prepreg á lagningartækið og leggja síðan mismunandi lög í samræmi við hönnunarkröfur. Öll ferli eru framkvæmd með leysigeislastaðsetningu.
3. Myndun
Forformið er sent í mótunarvél til þjöppunarmótunar með sjálfvirkum meðhöndlunarvélmenni.
4. Skurður
Eftir mótun er vinnustykkið sent á vinnustöð skurðarvélmennisins í fjórða skrefið, þar sem skurður og afgrátun eru framkvæmd til að tryggja nákvæmni víddar vinnustykkisins. Þetta ferli er einnig hægt að framkvæma með CNC vél.
5. Þrif
Fimmta skrefið er að framkvæma þurríshreinsun á hreinsunarstöðinni til að fjarlægja losunarefnið, sem er þægilegt fyrir síðari límhúðunarferlið.
6. Lím
Sjötta skrefið er að bera á burðarlím á límvélastöðina. Límstöðu, límhraði og límframleiðsla eru öll nákvæmlega stillt. Hluti af tengingunni við málmhlutana er nítaður, sem er framkvæmdur á nítstöðinni.
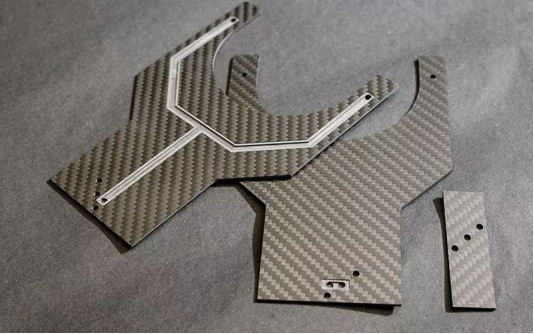
7. Samsetningarskoðun
Eftir að límið hefur verið borið á eru innri og ytri spjöldin sett saman. Eftir að límið hefur harðnað er blá ljósgreining framkvæmd til að tryggja nákvæmni víddar á lykilgötum, punktum, línum og yfirborðum.
Kolefnisþráður er erfiðari í vinnslu
Koltrefjar hafa bæði sterkan togstyrk kolefnisefna og mjúka vinnsluhæfni trefja. Koltrefjar eru nýtt efni með framúrskarandi vélræna eiginleika. Tökum koltrefja og venjulegs stáls sem dæmi, styrkur koltrefja er um 400 til 800 MPa, en styrkur venjulegs stáls er 200 til 500 MPa. Hvað varðar seiglu eru koltrefjar og stál í grundvallaratriðum svipuð og enginn augljós munur er á þeim.
Koltrefjar eru sterkari og léttari, þannig að koltrefjar geta verið kallaðir konungur nýrra efna. Vegna þessa kosts hafa flókin innri samskipti milli grunnefnis og trefja við vinnslu á koltrefjastyrktum samsettum efnum (CFRP), sem gerir eðliseiginleika þeirra ólíka málmum. Þéttleiki CFRP er mun minni en málma, en styrkurinn er meiri en hjá flestum málmum. Vegna óeinsleitni CFRP á sér stað oft losun eða losun grunnefnis við vinnslu; CFRP hefur mikla hitaþol og slitþol, sem gerir það krefjandi fyrir búnaðinn við vinnslu, þannig að mikill skurðarhiti myndast í framleiðsluferlinu, sem er alvarlegra fyrir slit á búnaði.
Á sama tíma, með sífelldri útvíkkun notkunarsviða þess, verða kröfurnar sífellt viðkvæmari og kröfur um notagildi efna og gæðakröfur fyrir CFRP verða sífellt strangari, sem einnig veldur því að vinnslukostnaður hækkar.
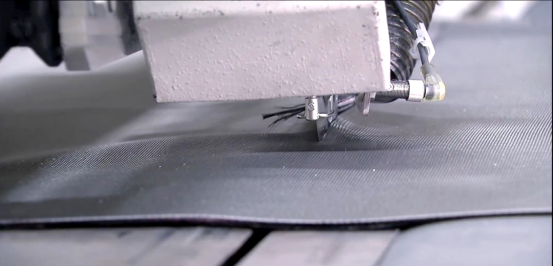
Vinnsla á kolefnisþráðum
Eftir að kolefnisplatan hefur verið hert og mótuð þarf að framkvæma eftirvinnslu eins og skurð og borun til að uppfylla nákvæmniskröfur eða samsetningarþarfir. Við sömu aðstæður, eins og skurðarferlisbreytur og skurðardýpt, mun val á verkfærum og borum úr mismunandi efnum, stærðum og gerðum hafa mjög mismunandi áhrif. Á sama tíma munu þættir eins og styrkur, stefna, tími og hitastig verkfæranna og boranna einnig hafa áhrif á vinnsluniðurstöðurnar.
Í eftirvinnsluferlinu skal reyna að velja beitt verkfæri með demantshúð og bor úr heilu karbíði. Slitþol verkfærisins og borsins sjálfs ræður gæðum vinnslunnar og endingartíma verkfærisins. Ef verkfærið og borinn eru ekki nógu beitt eða notuð á rangan hátt mun það ekki aðeins flýta fyrir sliti, auka vinnslukostnað vörunnar, heldur einnig valda skemmdum á plötunni, sem hefur áhrif á lögun og stærð plötunnar og stöðugleika málmhola og raufa á plötunni. Þetta veldur lagskiptu rifum á efninu eða jafnvel hruni blokka, sem leiðir til þess að öll platan brotnar.
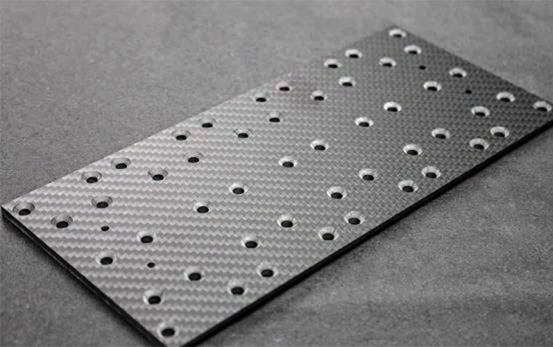
Þegar borað erkolefnisþráðarplötur, því meiri hraði, því betri áhrif. Við val á borum er einstök hönnun borodds PCD8 yfirborðsborsins hentugri fyrir koltrefjaplötur, sem geta betur komist í gegnum koltrefjaplötur og dregið úr hættu á skemmdum.
Þegar skorið er þykkar kolefnisþráðarplötur er mælt með því að nota tvíeggjaða þjöppunarfræsara með vinstri og hægri spírallaga brún. Þessi beitta skurðarbrún hefur bæði efri og neðri spírallaga oddi til að jafna áskraft verkfærisins upp og niður við skurð, til að tryggja að skurðkrafturinn sem myndast beinist að innri hlið efnisins, til að fá stöðugar skurðaraðstæður og koma í veg fyrir að efninu leysist upp. Hönnun efri og neðri demantlaga brúna „Pineapple Edge“ fræsarans getur einnig skorið kolefnisþráðarplötur á áhrifaríkan hátt. Djúp flísarúða hennar getur tekið burt mikinn skurðarhita með því að losa flísar við skurðarferlið, til að forðast skemmdir á eiginleikum kolefnisþráðarplötunnar.
01 Samfelld löng trefja

Vörueiginleikar:Koltrefjaknippi er algengasta vöruform framleiðenda koltrefja og samanstendur af þúsundum einþráða sem eru skipt í þrjár gerðir eftir snúningsaðferð: NT (Never Twisted, untwisted), UT (Untwisted, untwisted), TT eða ST (Twisted, twisted), þar sem NT er algengasta koltrefjan.
Helstu notkun:Aðallega notað fyrir samsett efni eins og CFRP, CFRTP eða C/C samsett efni, og notkunarsviðin eru meðal annars flugvélar/geimferðabúnaður, íþróttavörur og iðnaðarbúnaður.
02 Hefðtrefjagarn

Vörueiginleikar:Stutt trefjagarn fyrir stutt, garn spunnið úr stuttum kolefnistrefjum, svo sem almennum kolefnistrefjum úr biki, eru venjulega vörur í formi stuttra trefja.
Helstu notkun:hitaeinangrunarefni, núningsvarnarefni, C/C samsettir hlutar o.s.frv.
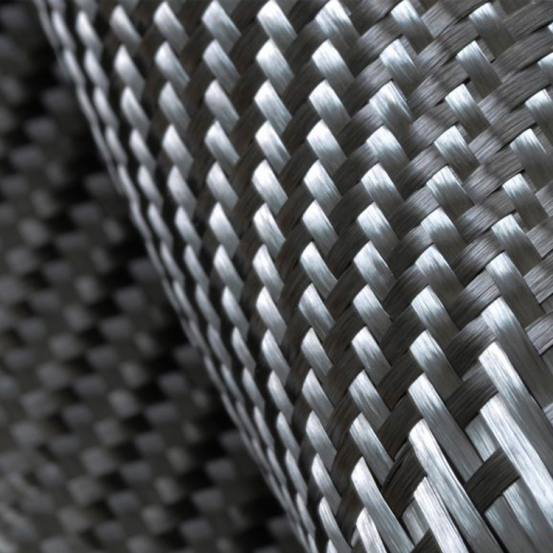
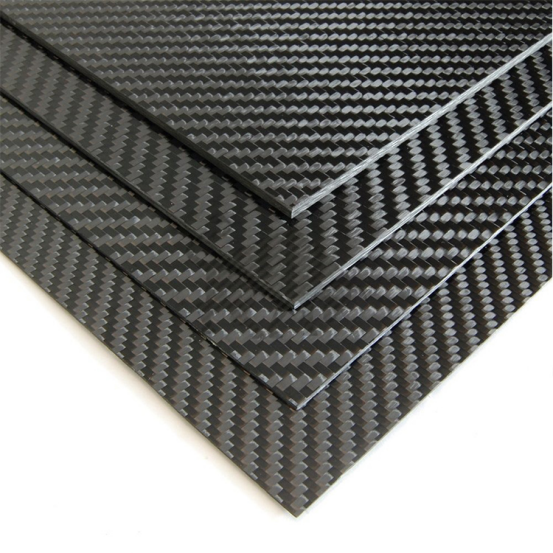
03 Kolefnisþráðaefni

Vörueiginleikar:Það er úr samfelldu kolefnisþráðum eða spunnnu kolefnisþráðaþráðaþráðum. Samkvæmt vefnaðaraðferðinni má skipta kolefnisþráðaefnum í ofin efni, prjónuð efni og óofin efni. Eins og er eru kolefnisþráðaefni yfirleitt ofin efni.
Helstu notkun:Sama og samfelld koltrefja, aðallega notuð í samsettum efnum eins og CFRP, CFRTP eða C/C samsettum efnum, og notkunarsviðin eru meðal annars flugvélar/geimferðabúnaður, íþróttavörur og iðnaðarbúnaður.
04 Fléttað belti úr kolefnisþráðum

Vörueiginleikar:Það tilheyrir tegund af kolefnistrefjaefni, sem er einnig ofið úr samfelldu kolefnistrefjum eða spunnnu garni úr kolefnistrefjum.
Helsta notkun:Aðallega notað fyrir styrkingarefni sem byggjast á plastefnum, sérstaklega til framleiðslu og vinnslu á rörlaga vörum.
05 Saxað kolefnisþráður

Vörueiginleikar:Ólíkt hugmyndinni um spunnið garn úr kolefnistrefjum er það venjulega framleitt úr samfelldum kolefnistrefjum með saxaðri vinnslu og hægt er að skera saxaða lengd trefjanna eftir þörfum viðskiptavina.
Helstu notkun:Venjulega notað sem blanda af plasti, plastefnum, sementi o.s.frv., með því að blanda því inn í grunnefnið er hægt að bæta vélræna eiginleika, slitþol, rafleiðni og hitaþol; á undanförnum árum eru styrktartrefjar í 3D prentunar kolefnisþráðasamsetningum að mestu leyti úr saxaðri kolefnisþráðum.
06 Mala kolefnisþráð

Vörueiginleikar:Þar sem kolefnistrefjar eru brothætt efni er hægt að framleiða þær í duftkenndan kolefnistrefjaefni eftir mala, það er að segja, mala kolefnistrefjar.
Helstu notkun:Líkt og saxað kolefnistrefjar, en sjaldan notað í sementstyrkingu; venjulega notað sem efnasamband úr plasti, plastefni, gúmmíi o.s.frv. til að bæta vélræna eiginleika, slitþol, rafleiðni og hitaþol fylkisins.
07 Kolefnismotta

Vörueiginleikar:Aðalformið er filt eða motta. Fyrst eru stuttu trefjarnar lagðar saman með vélrænni kembingu og öðrum aðferðum og síðan undirbúnar með nálarstungu; einnig þekkt sem kolefnisþráðaefni, tilheyrir það tegund af kolefnisþráðaofnu efni.Helstu notkun:einangrunarefni, mótað undirlag einangrunarefna, hitaþolin verndarlög og tæringarþolin undirlag o.s.frv.
08 Kolefnispappír
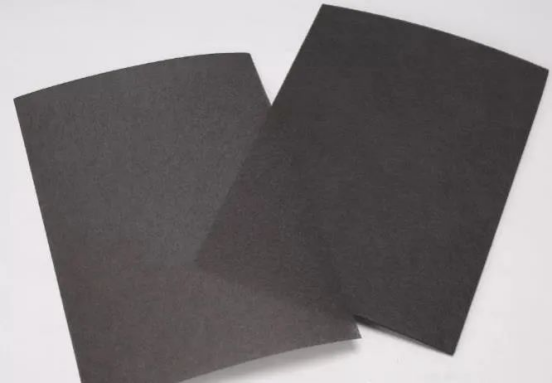
Vörueiginleikar:Það er framleitt úr kolefnistrefjum með þurru eða blautu pappírsframleiðsluferli.
Helstu notkun:Rafmagnsvörn, rafskaut, hátalarkeilur og hitunarplötur; vinsæl notkun á undanförnum árum eru ný katóðuefni fyrir rafhlöður ökutækja í orkugjöfum o.s.frv.
09 Forpreg úr kolefnisþráðum
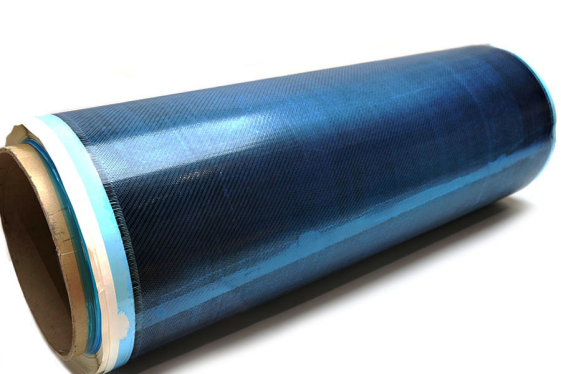
Vörueiginleikar:Hálfhert milliefni úr koltrefja-gegndreyptum hitaherðandi plastefni, sem hefur framúrskarandi vélræna eiginleika og er mikið notað; breidd koltrefja-prepregsins fer eftir stærð vinnslubúnaðarins og algengar forskriftir eru 300 mm, 600 mm og 1000 mm breidd prepreg-efnis.
Helstu notkun:flugvélar/geimbúnað, íþróttavörur og iðnaðarbúnaður o.s.frv.
010 kolefnisþráða samsett efni
Vörueiginleikar:Sprautumótunarefni úr hitaplasti eða hitaherðandi plastefni blandað með koltrefjum, blöndunni er bætt við ýmis aukefni og saxaðar trefjar og síðan gengst undir blöndunarferli.
Helstu notkun:Það byggir á framúrskarandi rafleiðni, mikilli stífleika og léttleika efnisins og er aðallega notað í búnaðarhús og aðrar vörur.
Við framleiðum einnigBein víking úr trefjaplasti,trefjaplastmottur, trefjaplast möskva, ogtrefjaplastofið roving.
Hafðu samband við okkur:
Símanúmer: +8615823184699
Símanúmer: +8602367853804
Email:marketing@frp-cqdj.com
Birtingartími: 1. júní 2022





